Главная » Новости » Сварка труб из полипропилена своими руками
Здесь можно разместить свое видео с You TUBE!Сварка труб из полипропилена своими руками
Елизавета Латыш Август 11, 2020Для бытовых нужд чаще всего используются полипропиленовые трубы 20/25/32/40мм, хотя выпускаются такие изделия более широкой линейкой диаметров от 20 мм до 110 мм. Маркировка «PN +цифра» содержит информацию о показателе номинального давления материала.
- PN10 — для холодного водоснабжения;
- PN26 — для холодного водоснабжения с большим напором или для теплых полов;
- PN20 — для жидкостей с температурой не выше 75°С;
- PN25 — для жидкостей с температурой не выше 90°С;
Кроме того, налажен выпуск армированных полипропиленовых труб. Поскольку трубы из полипропилена не обладают гибкостью, к ним выпускают следующую фурнитуру:
- Крестовина, тройник – элементы для создания ответвлений от основного потока;
- Муфта — для соединения;
- Отвод — для изменения направления трубы;
Фитинги, оснащенные металлической резьбой, предназначаются для присоединения к металлическим участкам трубопровода.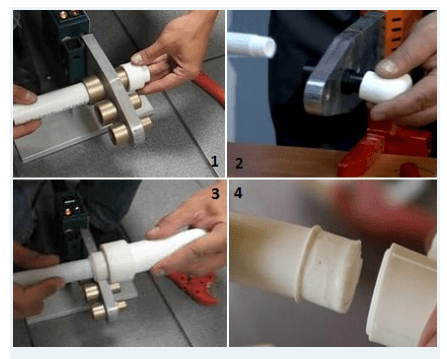
Сварка полимерных труб
В случаях, когда задачу трудно решить с помощью фитингов, прибегают к методу сварки с помощью утюга для сварки (см. аренда аппарата для сварки полипропиленовых труб). Аппарат работает от сети в 220В, а его нагревательным элементом служит сварочный ТЭН в металлическом кожухе. Прибор оснащен терморегулятором, который обеспечивает поддержание заданной температуры. Сварочный утюг оснащен комплектом насадок для труб разных диаметров. Насадки крепятся на плиту аппарата, и от нее набирают необходимую для плавки пластмассы температуру.
Для личных целей в силу нечастого использования в хозяйстве такой аппарат приобретать нецелесообразно, лучше взять в аренду. Кроме того, для подготовки труб к сварке понадобится труборез, который позволит получить ровные гладкие срезы. Если выполнять срезы болгаркой или ножовкой, то затем нужно их зачищать с помощью наждачной бумаги.
- Нарезать куски труб нужно с запасом 25-40мм (припуск «на провар»);
- Стоит провести тренировочную сварку на обрезках труб, чтобы проверить работу аппарата и выявить все возможные нюансы;
- Оптимальная температура нагрева 220-270°С.
- Два свариваемых отрезка трубы нужно надевать на насадки, а затем снимать одновременно, чтобы получить равномерный нагрев.
- Расплавленные концы труб нужно быстро и ровно состыковать между собой и выдержать под нажимом в течение 15-20 секунд, затем оставить в статичном положении до полного остывания.
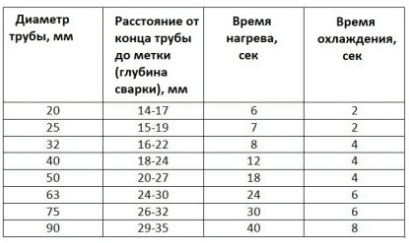
В таблице указано рекомендуемое время нагревания. Недостаточный прогрев снижает надежность соединения и может привести к протечкам. Чрезмерный прогрев приводит к появлению «наплывов», которые снижают диаметр трубы.
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter Твитнуть




